
Atco, 1975 – Wayne Gapp, Ken Moe and some fans
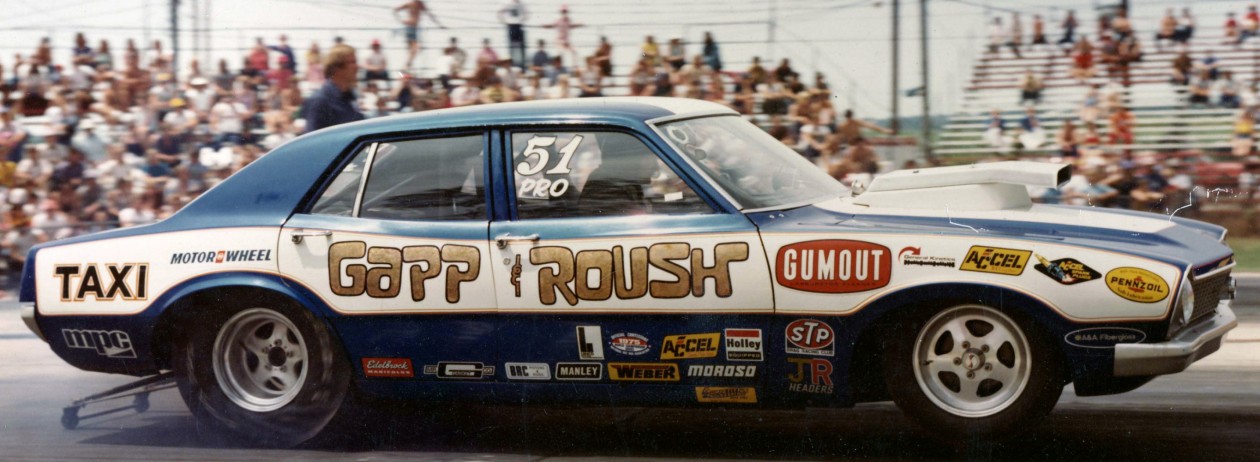
This picture is from the Winner’s Circle at the U.S. Nationals in 1975. Not the greatest picture since he’s not looking at the camera but it will do.

Totally different look than later images of the car.

This article is from the August 1972 issue of ‘Speed and Supercar”
 Greg and Drake Viscome stick by their injected Shotgun ’29 when it comes to Hemi huntin’
Greg and Drake Viscome stick by their injected Shotgun ’29 when it comes to Hemi huntin’
By Al Root
Carmel Ford is a small dealership in suburban Carmel, New York, but that doesn’t mean that owners Gre and Drake (father and son) Viscome aren’t interested in racing. They’re died-in-the-wool drag racers and their “vendetta” involves proving the Boss 429 Shotgun motor’s usefulness as a funny car engine.

“Vindicator” is only 429 fuel funny extant!
As members of the E.C.F.F.C.C – East Coast Fuel Funny Car Circuit (Smoker Smith’s entourage)– they’re obliged to run injectors and nitro; this complicates the already complicated Boss Shotgun engine, but the Carmel Ford boys have the combo down pat to the tune of 8-flat (at Fayetteville, N.C.).

Vindicator is a loyal member of the E.C.F.F.C.C.
The Vindicator Mustang A/FC is an unusual car, to say the least! It sports a Shedlick body, which is quite heavy by today’s mini-weight standards, an ancient Logghe chassis and, of course the rare ’29 Shotgun engine–with aluminum heads, yet. Ford engineering whiz, Wayne Gapp, has helped Greg and Drake, particularly with cylinder head work. Gapp has developed a method of removing the edges of the “Twisted Hemi’s” chamber, thus rendering it a true hemispherical chamber….Ets improved accordingly, and Gapp has picked up .2-second with this mod on his carburated, gas-burning Maverick Pro Stocker. Wayne Gapp assembles the short-blocks for the Vindicator A/FC, but Greg Viscome performs the daily wrench duties so necessary on a nitro-burning funny car.

Rare Boss 429 Ford Shotgun uses Gapp-prepped short block, H-M cam.
The cam selected is an Holman-Moody grind with 338 degrees duration and .620-inch lift. Forged True pistons and M/T aluminum rods represent pretty much ‘the standard’ arrangement on these cars, and the ForgedTrues are particularly necessary on the 429, because the stock ’29 pistons are really stones. Wayne Gapp engineered the crank assembly for the Vindicator. Wayne sent the crankshaft to Bill Coon’s Bill’s Speed Shop (in Detroit) where the journals were off-set ground to produce a slight “stroker” effect. The resultant cubic inches mike-out o 442. Gapp apparently knows his stuff, as the Carmel Ford funny car hasn’t blown an engine yet. Pieces, yes; but nothing major like those expensive aluminum heads, or block.

Drake and Greg Viscome’s Carmel Ford dealership is small, but definitely race-oriented. Although hampered by weight and old chassis, she moves!
The car’s uniqueness is enhanced by the use of a full three-speed auto trans: a Winters-beefed C6. JR fabricated special headers for this very special car and the power is passed on to a 4.30-cogged Detroit Locker rear that’s equipped with Summers Bros. “bend-proof” axles and Kelsey-Hayes disc brakes.
The E.C.F.F.C.C. takes its racers to some pretty rough strips back in the boonies, but the Carmel crew’s experience pays off. Drake has driven quite a few of his father’s race cars, including a ’62 Comet A/Gasser “that went nowhere,” according to Drake. They were learning at the time, but have always stuck with Ford products. They did manage to eek out respectable 10.60’s from a 3000-pound gas funny car in 1967 in the form of a Falcon with 427 wedge power. Then they bought Al Joniec’s Bat Car, which they ran locally and in the 9.90 range. Not bad with a carbureted wedge. Then they successfully competed in AHRA’s 2000-pound gas funny car circuit with the venerable 427 wedge. They still have plenty of ’27 wedge equipment for sale–and some of it is getting rare.
Not racers who live in the past, the Carmel Ford crew has whipped up a real tiger for the ’72 1/2 season in the form of a 1790-pound Pinto!! The car will bein the 7.8s and 7.9s, primarily because of its 480-inch Shotgun motor! Although a cast crank, the Lincoln crank offers a stroke advantage and Drake and Greg will trying ‘er out with Gapp’s blessing….It’ll be strong for a few dozen runs, anyway. The only way to run with today’s super-keen competition is to up the cubes and cut weight drastically.

“Vindicator’s” housed in an old, but beautiful Shedlick painted bod
Right now, Greg Viscome is in Jamaica on a Ford-sponsored dealer-trip. Greg works 10-12 hours a day and he won the trip for dealer participation. It’s a small dealership, but these small ones make the parent company big by plugging along–as most of us racers have to do.
One of the questions that I have had is where did the 1976 Pinto that Gapp & Roush used from early 1976 to mid-1977 come from?
The 1977 car was a Don Hardy car, the 4-door Maverick and Mustang II were Hardy cars.
The 1973 Pinto was built as the first Wolverine Pinto chassis and the 2nd delivered and the 1972 Pinto and Maverick were a mix of Wolverine and Gapp & Roush engineering.
The 1976 car was built by Wolverine and modified by Gapp & Roush.
From the 1976 Gapp & Roush press kit:
“The current Pinto differs from its previous versions in that considerably more advance planning and engineering went into the initial chassis construction so as to produce the lightest possible basic body, an obvious advantage for this year’s all-out match race wars, as well as giving Gapp additional weight distribution flexibility at national events.
The basic tube frame chassis is the product of Wolverine Chassis in Romulus, MI, but the final construction and detailing of the car was completed in the Gapp & Roush shop, with many of their own components installed on the machine, reflecting their own individual approach to the racing game.”

This is a picture of the ’69 Mustang Funny car powered by a Boss 429. Ran as an injected gas car. Image was taken outside Wayne Gapp’s original ‘Performance Engineering’ shop on Outer Drive in Dearborn.

Wade R. provided this image of the 1976 Pinto at Oswego running up the return road.

This car was the first car that the ‘Hi-Risers’ club at Ford Motor had as a club car. A 1964 Ford Thunderbolt. Great looking car. This image was posted on Facebook.

Originally Published in Super Stock Magazine, July 1974
Gapp and Roush Build A Pro Stock Pony

The World Champions unveiled their latest creation at Gainesville, a Mustang II Pro Stocker that captured runner-up and set Low E.T. of the Meet on its first outing!!!
By Alex Warlordy
Ektachromes by Bob McClurg
The latest thing out of the famous Livonia, Michigan shop is the beautiful Mustang II that has already to turn some of the quickest and fastest times this year.
 Above: Jomar girdle for the rocker studs is modified by G&R by adding extra spacers and by making up internal locking screws for the stud nuts. Rods and pistons used are by Brooks Racing Components. Rod length is longer tha stock at 6.060″, while piston design is by G&R, featuring a wide centrally located fire slot
Above: Jomar girdle for the rocker studs is modified by G&R by adding extra spacers and by making up internal locking screws for the stud nuts. Rods and pistons used are by Brooks Racing Components. Rod length is longer tha stock at 6.060″, while piston design is by G&R, featuring a wide centrally located fire slot
WHEN FORD INTRODUCED the Mustang II, almost immediately, there was talk of the possibility of a Pro Stock version of the new compact. However, the optimism was dimmed a bit, as many felt that the care could not be as competitive as the Pinto because of the Pinto’s allegedly superior aerodynamics, and a structure which was inherently better for drag racing.
Nonetheless, Wayne Gapp and Jack Roush, who field one of the two most successful of all the Pinto’s, got right to work constructing a Pro Stock pony car. Any doubts that the car could be competitive were quickly dismissed when the are laid down a sizzling 9.03 at 152.88 mph on its maiden pass at the recent Gatornationals, good enough for the number two qualifying spot. During Sunday morning’s timetrials, the car managed to set Low E.T. of the Meet at 8.88. Then, during eliminations, the car managed to set Top Speed of the Meet at 153.06 mph with elapsed times of 8.94, 8.97, and 8.95 before losing in the final to Wally Booth’s Hornet with a nonetheless very fine 9.01 at 152.02 mph. To top all of this off, on the following weekend at Cecil County Raceway in Maryland, Roush cut an incredible 8.84 at 154.90 mph. Since this was for a circuit race, the run was made at NHRA legal weight of 2420 pounds.
Even the most die-hard Chevy or Mopar fan should have his curiosity aroused by now, so without any further ado, we’ll get right into the details of the new Gapp & Roush contender.
BODY & CHASSIS
The new Mustang racer was assembled from individual body parts rather than from an entire car. This eliminated may hours of scraping off sealers and insulation, and also provided better control over the acid-dipping process. All panels have been treated except for the roof, quarter panels and the driver’s door.
A&A Fiberglass supplied an entire one piece front end for the car, which has been glassed onto a magnesium tube frame. This entire front section, together with the radiator and aluminum inner fender panels, can be removed in a matter of minutes for easy access to the engine. We get auto glass Portland OR. Also provided by A&A are a fiberglass dashboard and hatchback, again, to keep the weight down.
—
The car was assembled from individual body panels rather than a complete car in order to maintain better control over the lightening process.
—
The chassis for the 96″ wheelbase care is a Don Hardy creation featuring widely-spaced double-tube frame rails under the floor pan. It is constructed from a combination of both square and round tubing, and is extremely rigid. The main roll bar loop is cross-braced with an “X” type support construction within, and is also tied into the frame rails both fore and aft by individual struts. The firewall is also tied into the roll cage for additional strength.

Double tube subframe ties into the roll bar cage to form a very rigid structure. Ladder bars attach to the subframe.
Steering is handled by a Pinto rack-and-pinion unit, which is solidly fastened to the very front of the frame, and which used in conjunction with aluminum uprights, steel spindles and steering arms cut from chrome moly stock, all of which were supplied by Strange Engineering.
SUSPENSION
Wayne Gapp gets the credit for designing and dialing-in the suspension. Up front, there are specially lightened upper and lower control arms which have been designed to clear the front header pipes without necessitating severe bends in the tubes. Monroe coil-overs keep the front end up.

Special aluminum uprights were supplied by Strange Engineering. Careful front end layout eliminates camber changes and toe-in.
Monroe coil-overs are also utilized in the rear suspension, which does away with the stock-type leaf-spring set up. A pair of very long ladder bars extend well forward under the chassis, attaching to the aforementioned frame rails.
Ballast location is critical in the suspension, both to control excessive wheelstanding and the same time, to allow maximum weight transfer. This calls for multiple ballast locations, a requirement which was filled by having a large ballast bar with two grip handles bolted to the back of the roll cage, and also having a fabricated ballast tanked flanked by a pair of 50-pound batteries at the very rear of the car.
In the Gapp designed suspension, the idea is to have the car take off with minimum rise in the front , with no rear axle movement in relation to the quarter panels. On a track with good bite, this means tightening up the front shocks and shifting ballast to the forward mounting to restrict front end rising, while on a slick track, the shocks would softened up a bit with most of the weight in the back. In either case, the front tires should never clear the ground by more than a few inches for the first fifty or so feet of the track.
ENGINE
The Mustang II currently runs a full-sized 351 cubic inch Cleveland engine, although their car is light enough so that with a minimum of reworking, this can be swapped for a 320 cubic inch motor based on the Boss 302 (see April ’74 SS&DI-“327 Ford”). They have one of these motors ready to drop in should they so choose, for instance, if a situation arises where they feel they can derive overall efficiency per cubic inch from the smaller inch motor.
—
So far, the car has run a best of 8.84 at 154.90 at NHRA legal weight.
—
The 351 that they now run features the stock bore and stroke of 4.005″ x 3.500″. Since the Cleveland engine has an oiling problem at high rpm, the block must be massaged to get it up to par. Gapp and Roush have designed restrictor kits which are produced by Moroso which they themselves utilize. These restrict the oil flow to the cam bearings, the lifter galleries and the valve train, and provide increased pressure to the main bearings where it is needed. This is further enhanced by the use of a 100 pound oil pressure relief valve.
The Boss 351 crank is modified to accept Chevy-sized aluminum rods which were designed for the Ford by BRC. The stock external counterweights are eliminated in favore of welded internal weights, which reduces excessive loads on the front and rear bearings, and also helps prevent high rpm bending of the crank. The internal weighting is done with tungsten carbide, which costs $7 for a linear inch of one inch round stock.

Slugs of a very heavy Mallory alloy are pressed in to the stock counter-weight so that the crank can be internally balanced. External counterweighting is eliminated.
The stock 5.775″ length Cleveland rod is discarded in favor of the aforementioned Brooks unit, which measures 6.060″ end-to-end. This is use in conjunction with a specially designed BRC piston for which Gapp and Roush designed a special maximum compression popup and a broad fire-slot. The tapered wrist-pin is located just under the oil ring to make up for the additional rod length. Finally, the ring combination is a special Gapp and Roush design, utilizing a ductile moly-filled top ring, a low tension cast iron second ring and a low tension 1/8″ oil ring.
Since the steering unit has been moved forward, a rear sump pan must be used for adequate clearance. Oil movement is controlled by no less than three trap doors, and the capacity is provided by two side “wings” on the pan, which are necessary to keep 20-40W Pennzoil away from the crankshaft area within the confines of the very low car (which prevents a very deep sump). A special Econoline oil filter adapter is necessary to align the filter parallel to the block (rather than sticking straight out) so that it clears the inner panel fenders.

A flexible connection is used between the oil pick-up and the oil pump. 100 pound relief spring and a restrictor kit help increase flow to the mains.

With the steering arms having been moved well forward, there is room for a rear sump oil pan featuring three trap doors (pan on left in image). Stock pan to the right.
Induction is handled by a pair of 6464 Holley 4500’s which have been specially modified by Gapp and Roush for smoother flow. A close examination reveals that the inlet area to each barrel has been radiused carefully, but the other internal modifications are something that Roush is reluctant to divulge.
The carbs sit atop an Edelbrock manifold that has also undergone thorough massaging. For cooling purposes, the webbing between the individual runners has been cut and ground away, allowing air to circulate freely around the runners. Also, the plenum volume has been reduced by sectioning to improve response, and also for proper height in relation to the hood scoop. Needless to say, the finer details of the internal mods are not open for discussion.

The Edelbrock manifold has the webbing trimmed out from between the runners before installation, as this allows freer air circulation and hence, a cooler air mixture flowing into the head. Roush sections the plenum to reduce volume as this seems to imporove enging response and assures proper seal for the carbs within the hood scoop. An aluminum water pump unti from a 289 is used, but requires a half-inch spacer welded to the engine mount for proper clearance. Note the use of the undersize crank pulley, which reduces fan speed, and also prevents belts from flying off at high rpm.
The manifold passes the intake mixture to the now famous “high-port” Cleveland heads for which Gapp and Roush now supply the aluminum plates for raising and straightening the exhaust ports. The crossover passages in the exhaust ports are epoxied shut, and the combustion chambers are thoroughly cleaned up, not to mention the usual porting and polishing. The valves used are 5/1″ stem lightweight items from Manley, for which the valve guides must be bronze-bushed. To complement the trick heads, notches are cut in the blocks at the tops of the cylinders in the area of the valves in order to aid flow. The cut is about 1 1/2″ wide, and tapers gradually to just above the ring travel where it blends into the cylinder wall.
The valve actuation is obtained from a 321/329 General Kinetics camshaft featuring 330° degree of intake duration and 340° of exhaust duration. At .050″ lift, this figures out to 284° and 294° of duration. The cam is run at 2° advance. The roller tappets are also GK, and are used in conjunction with special Gapp and Roush pushrods. Also included in the valve train are stock Ford pushrod guide plates which have been split in half so that the GK roller rockers can be individually centered on the valve stems, and a Jomar stud girdle to which Gapp has added some of his own modifications (such as internally locking adjusters and center spacers for improved supporting action).
IGNITION
Wayne Gapp prefers to use Accel components exclusively, utilizing the Accel BEI system in conjunction with Accel wiring and Yellowjacket spark plugs. The BEI system features a black disc which is mounted on the distributor shaft, and which regulates the emission of light from a diode onto a photo transistor. Whenever the transistor receives a light signal, it triggers the spark to the plugs. This system provides timing accuracy to within one-quarter degree, and packs more than enough energy to keep the plugs firing and very high rpm. The high energy output of the BEI allows the setting of the spark plug gaps at .035″, slightly wider than normal, and this provides slightly better combustion efficiency.
DRIVETRAIN
Back of the Weber 40 pound flywheel is a Long-style Weber single-disc clutch unit. The bob weights at the ends of the release levers have been trimmed down, as Roush feels that even this small amount of weight can cause creeping and hence a red-light, when sitting at the line at 10,000 rpm. The spring pressure in the clutch has been intentionally limited to 2800 pounds to give a little cushioning effect during hard shifts so as to protect the driveline pieces. The entire assembly is contained inside a Lakewood scattershield.

The Weber clutch is run with a solid disc, and has the bob weights at the end of the release levers trimmed off to prevent creeping while revving at the starting line. The spring pressure has been limited to 2800 pounds to allow cushioned engagements and so to protect the drive line during hard shifts.
The 3.10 low gear Lenco passes the power back via a 20″ driveshaft to the specially modified Ford rear end. Inside is a set of 5.67 Schiefer Pro Gears using the 9″ ring gear, which transmits the torque through the Strange axles to the 14x32x15 Firestone tires mounted on Motor Wheel wheels. The front tires are also Firestones, and are also mounted on Motor Wheel units.
EXHAUST
The exhaust is handled by a set of Jr. Headers, which have primary tubes measuring 2 1/4″ in diameter and 28″ ling dumping into a 4″ diameter collector. The headers were specially designed to be used in conjunction with the control arms to provide a minimum of bends.
MISCELLANEOUS
Gapp and Roush give special credit to Bill Jameson, Don Hardy, Al Buckmaster, Diana Gapp, Louis Wolsinski and Ken Moe for assistance in putting together the car. Special thanks also go to Chuck Miller, who applied the beautiful blue and pearl paint job, and to Paul Hatton, who did the lettering.
At present this car is one of only two Mustang II Pro Stockers in the country, the other belonging to Don Nicholson. Both cars have run very well, and should Roush’s success continue, it just may turn out to be the successor to the Pinto’s as the dominant car in the Pro Stock Class.
Originally published in Car Craft magazine, May 1976
 For four years now, Wayne Gapp has been brutalizing Ford rear-ends, to the delight of the photographers lining the guardrails of the nation’s drag strips. You see Wayne slalomingo ut of his water burnout and brace yourself for the crack of his dry chirpies as his Pro car bounces into the staging lights. The wall-to-wall Firestones literally melt into the pores of the pavement as the engine screams. The clutch drops, the front tires are free of the earth, and Gapp lays down another 8.80 pass.
For four years now, Wayne Gapp has been brutalizing Ford rear-ends, to the delight of the photographers lining the guardrails of the nation’s drag strips. You see Wayne slalomingo ut of his water burnout and brace yourself for the crack of his dry chirpies as his Pro car bounces into the staging lights. The wall-to-wall Firestones literally melt into the pores of the pavement as the engine screams. The clutch drops, the front tires are free of the earth, and Gapp lays down another 8.80 pass.
It’s a rare occasion when something breaks in the former World Champion’s car. An engine might let go, or a clutch cause problems,but a rearend-never. For racers who have difficulty putting together three passes in a row, Gapp’s invulnerable race cars are a marvel. Whether there is a Maverick, Mustang or Pinto body shell wrapped around the tube frame, a 9-inch Ford rearend is always charged with transmitting his Boss engine’s considerable power to the rear wheels.
Gapp and Roush’s allegiance to the Ford rearend could be dismissed as the prejudice of a pair of former Ford engineers, but the two Pro Stock stars have several convincing reasons to explain their choice. First is the Ford’s unique bearing design, which supports the pinion at both ends. All the other rearends commonly used in racing support the pinion only on its shank, so under load it “walks” away from the ring gear. This deflection is a major cause of breakage.
Secondly,the Ford rear is a Hotchkiss type, which simply means that it has a removable center section. lt is infinitely more pleasant to set up a ring and pinion with the carrier sitting on a workbench than it is to do while lying on your back under a car, as Dana 60 and Chevrolet 12-bolt owners must do. The removable center section also permits easy replacements, since the spare can be completely adjusted for backlash and pinion depth before installing it in the car.
The Ford rearend is virtually standard equipment in stock car racing, and consequently there is an enormous variety of gear ratios available. In the range most favored by drag racers, 5.83, 6.00 and 6.20 gears are all produced for Ford rearends; a Dana 60 must jump from 5.88 all the way to 6.17. In a sport where power are narrow, the flexibility in the ratio selection provided by the Ford rearend is a considerable advantage–which is why a number of GM and Chrysler racer are beginning to sport FoMoCo rearend housings.
All is not sweetness and light with the Ford, however. If there is a problem with the design, it is the gears’ hypoid angle: The pinion intersects the ring gear very low. Thus the Ford rear absorbs more horsepower than other rearends commonly used as the attached chart illustrates. Roush rises to the the rearend’s defense by pointing out that the other rearends’ superiority disappears when the ring and pinion deflect, as they unquestionably do under the loads imposed in drag racing. Considering how close competition is between the top teams in Pro Stock, it’s unlikely that Gapp and Roush are going to give away any horsepower to an inefficient rearend.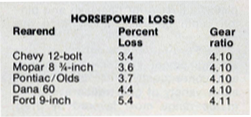
Since the Ford rearends have not developed the mystique of the Dana 60, they can be obtained for very little. The 9-inch rearend was installed in almost everything that ever rolled off a Ford or Lincoln-Mercury assembly line. Thunderbirds,Galaxies, Broncos, E-200 Econolines-you name it, and it probably had a good rearend.This permits a low-budget bracket racer or street runner to shop around for a rearend with the proper width to tuck wide tires under the car. One should beware of imitations when hunting a Ford rearend, however. The 8-inch versions which generally inhabit the undercarriages of Falcons and light-duty Mustangs look very similar, but are definitely to be avoided. Take a tape measure on your expedition and check the ring gear diameter if in doubt.
Like any part used for high performance or racing, the Ford rear has some trick pieces which increase its chances of survival. The carrier to look for is made of nodular iron, which Ford thoughtfully identified with an “N” cast in the side to aid your inspection. Gapp recommends the largest pinion bearings which Ford offers, which go under B7A-4621-A for the front, and TBAA-4621-A for the rear. The pinion retainer for these bearings is the ever-popular C3AZ-4614-B.
Setting up a Ford rearend is straight-forward procedure which is explained step-by-step in shop manuals. Remember that adding shims behind the pinion bearing retainer move the pinion away from the ring gear; in other rearends, adding shims behind the pinion has the opposite effect.
The fight against gear deflection has gone to extraordinary lengths at Gapp’s Livonia, Mich., shop. When Wayne drops the clutch and the ring gear tries to escape the rearend. Its progress is arrested by a “load bolt” inserted through the side of the third member. This brass tipped bolt bears against the back side of the of the ring gear, which is polished smooth. This bolt is adjusted so that it lightly touches the ring gear when the rearend is first set up. Under load, the pinion tries to force the ring gear away, but the load bolt prevents this sideways movement. The lessened deflection provides longer gear life and peace of mind for Gapp at the starting line.
The remainder of the racing Ford rearend is conventional. Grade 8 bolts secure the ring gear to the spool, torqured to 100 ft-lbs and doused with red Loctite for insurance. The 1/2-inch studs which hold the steel rearend caps are also tightened to 100 ft-lbs, and steel spanner nuts are used to the adjust the backlash. The outcome of all this metallic overkill is a rearend which seems totally indifferent to the abuses of 700-horsepower engines and 28 inches of racing rubber glued to the asphalt.